Review of a Quality Department
5.4.1 Quality Department
Figure 14 Quality Department map Sturcture
The chief map of the Quality Department includes Quality Assurance ( QA ) , Quality Engineer ( QE ) and Quality Control ( QC ) .
Order custom essay Review of a Quality Department with free plagiarism report
 450+ experts on 30 subjects
450+ experts on 30 subjects
 Starting from 3 hours delivery
Starting from 3 hours delivery
1 ) Quality Control
The original QI Department will be kept and responsible for the Final Quality Control ( FQC ) . FQC is responsible for inspecting concluding merchandises. It is the last measure of the production.
Income Quality Control ( IQC ) is responsible for the material quality control and review. This responsibility originally is a portion of responsibility of Warehouse and Supply Purchase Department. JG has to choose the materials from those sections and set up these forces to IQC.
The chief duty of In Process Quality Control ( IPQC ) and Line Quality Control ( LQC ) is touring the production line and fabrication procedures on a regular basis to do certain the production processes move good. Once they found any issues, they will instantly describe it. Materials from IPQC and LQC could be selected from the other sections. These employees should hold work experiences in quality review and fabrication section and besides familiar with production line.
2 ) Quality Assurance
Supplier Quality Assurance ( SQA ) is responsible for sing the supply material’s quality. JG will delegate an inspector in Supply company for trying trial. The material who responsible for SQA is originally belong to the Supplier Purchase Department, and he will be arranged to the SQA.
Document Control Centre ( DCC ) is responsible to Documents filing and agreement. Such as ISO 9000 paperss and Enterprise Standard Documents. Forces who charge with the paperss will be selected from the General Affairs Department.
The inspectors in Process Quality Assurance ( PQA ) inspect the merchandises sample in the production line. This review activity is harmonizing to the merchandises choice criterion. PQA Inspector need to warrant whether to let go of the merchandises to the following procedures. This responsibility will delegate to the original QI section, which have related experience and cognition. Final Quality Assurance ( FQA ) in JG is assigned to an external Quality Audit Company.
2 ) Quality Engineering
The map of QE involves:
• Defects Analysis System ( DAS )
• Failure Analysis ( FA )
• Continuous Process Improvement ( CPI )
• Equipment Inspection
• Customer Service ( CS )
• Training
The materials that charge the CS will be selects from the Sale Department. The Equipment Inspection workers are from the original Electromechanical Department. The DAS, Training and FA will be assign to the people who have work experiences in quality review and fabrication section and besides familiar with production line.
Harmonizing to the Quality Department map, the employees naming agreement will be assign to the Human Resource Department. They need to disscuss with the senior director and the concluding consequence will be decided by the General Manger and Board of Director. A Skill Gap Chart will be applied to place the accomplishment spreads of every freshly naming materials The company might necessitate to see engaging some new employees for the Quality Department every bit good. A simple procedure of organizing the Quality Department is showed in Figure 15.
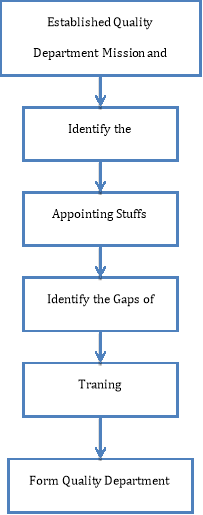
Step1
Step2
Step3
Step4
Step5
Step6
Figure 15 Puting up Quality Department
5.4.2 DMAIC Processes Improvement undertaking
1 ) Define
The aim of the define stages of the operation direction betterment model is to specify the needed for bettering the production processes of mark house. The undermentioned subdivision explained the activities performed within each stage of the bettering attack, and the tools applied within each stage.
- Define procedure betterment demand
Before analyzing this procedure, nevertheless, a brief program needs to be drawn of what precisely JG require. In this stage, JG has to place and sort the demand to optimize and streamline the fabrication processes. This undertaking will be assigned to the Manufacturing Manager who is the undertaking title-holder. A Gap Analysis will be conducted to analysis the current province procedures and identified the demand to betterment.
- Establish section ends, undertaking range, aims and undertaking program
In order to understand the fabrication section ends, the undertaking range and aims, the Team Quality Assistant, the Process Analyst, and the Consulting Manager will interview the Manufacturing employees. Then the betterment squad set up the betterment undertaking program, undertaking agenda and available resource.
- Form procedure betterment squad
A procedure bettering squad will be built to implement this programme. A squad mission, function and duty are showed in Table 5. The squad make a undertaking program with activities, a timeline, and resources.
|
Team Mission |
|
|
Document the bing fabrication procedures to bring forth processs and to place and implement fabrication procedure betterments |
|
|
Function |
Duty |
|
Manufacturing material as procedure proprietor |
Provides procedure cognition and identifies and implements betterment chances |
|
Manufacturing Manager as Project Champion |
Establishes squad mission and ends. Provides project team resources and support. |
|
Team Quality Assistant as Black Belt |
Provides squad aid. Provides proficient TQM and Lean tool cognition. Provides best pattern for fabrication procedures. |
|
Process Analyst |
Prepares certification. Collects procedure informations. Identifies betterment chances. |
|
Consulting Manager? |
Provides concern cognition and way. Manages advisers. |
Table 10 Procedure Improving Team Mission, Role and Responsibility
The squad members include Manufacturing Manager, Manufacturing Stuff, and a Team Quality Assistant, a Process Analyst and a Consulting Manager. Because JG does non hold quality and lean-six sigma accomplishment forces, the Team Quality Assistant, the Process Analyst and the Consulting Manager will be employed from an outside consulting house.
2 ) Measure
The end of the step stage of the procedure betterment model is to understand and document the processes’ bing position. The undermentioned subdivision will explicate the activities performed within each stage of the bettering attack and the tools applied within each stage.
- Profile current province
The Manufacturing materials need to discourse and map the current province procedures of their fabrication procedures. The Manufacturing Stuff could utilize procedure Map to profile the current procedures. These Process Maps will place the phases involved in the Manufacturing Department activities related to the fabrication processes. And the Manufacturing Stuff besides need to happen out the written and unwritten regulations that administrated the procedures, the procedure existed and un-existed appraisals. Team besides need to place the responsible people of each procedure.
Manufacturing Stuff who familiar with the current flow and the sequence of procedures need to roll up and gauge the mean procedure clip and related informations with the Process Analyst. These informations will be used to understand the current public presentation and the farther analysis of the procedures. Some Data Sheets Collection could be used here to document the informations, a sample showed below.
|
Procedure Name |
|
|
Procedure Owner |
Duration |
|
Activity |
Time |
Table11 Sample of Data aggregation sheet
Then an initial VSM will be drawn to show the current province procedures.
After pulling the current VSM, a vision of the full fabrication procedure could be known and jobs that contribute to treat inefficiencies and mistakes, such as, inefficient determination and deciding defectives will be initial realised in this stage. Through analyzing and mensurating the public presentation position, the utile statistics will be collected and documented.
In add-on, in order to understand the degree of accomplishments and preparation of the employee, appraisal and profile of the personal and cultural province is necessary. A TPS-Lean Six Sigma Implementation Quick Scan could be used to measure the degree of credence to alteration of personal.
- Identify spreads from best pattern
Quality facilitator will present best pattern processes to the bettering squad, and so they have to look into some efficiency pattern fabrication procedures. Then compare the current province procedures to the efficiency pattern processes. Team could carry on a simple Gap Analysis to place the spreads. A preparation matrix can be used here to place the spreads of the forces preparation.
- Identify jobs that contribute to treat inefficiencies and mistakes
VSM could be used to place non-valued added activities, particularly related to unneeded work and rework. VSM can place the firm’s belongingss and engineering and link them with the procedure of presenting the value, supplying an auditable nexus between assets, operational action and value ( Mills et al. , 2003 ) .
A brainstorming will be used to happen out the jobs in the procedures every bit good. Then a list of jobs will be made in this subdivision.
After the Measure stage, current province procedures of fabrication will be profiled and the jobs of procedures will be identified.
3 ) Analysis
The end of the analysis stage of the operation direction betterment model is to place the jobs of procedures that are doing inefficiencies and mistakes and their root grounds. Besides, they need to analyze the jobs and procedure inefficiencies and define betterment chances. Part of the analyse stage is to implement a cost-benefit analysis and Force Field Analysis to understand whether the betterments are excessively expensive compared with the estimated benefits to better efficiency and quality.
- Identify root causes of jobs
Harmonizing to the jobs found in the step stage, fabricating material demands to place the root causes of the jobs of the list. These jobs of the fabrication procedures will be classified into different facets. For illustration, people ( deficiency of quality consciousness ) , methods ( deficiency of systematical quality direction ) , environment and so on. A Fishbone Map will be used to place the root causes.
- Analysis the spreads and jobs of the procedures
In order to happen out the spreads of procedures, squad demand to compare the current province procedures of JG with the other pattern instances. Besides through compared the procedure maps, the non-value added activities will be identified. Then a Pareto Chart and SPC will be applied to understand the cardinal factor of the procedures.
- Find out bettermentchancesand do an betterment program
Harmonizing to the issues, which were found in last stages, Manufacturing Stuff, Process Analyst and quality facilitator will place betterment chances of the procedures. A Procedure FMEA will be conducted here to capture the failures and issues of the procedures and discourse the effects and possible actions to decide the jobs. Then an betterment program will be developed this subdivision. Some TQM and Lean tools can be used to decide the jobs.
- Assess feasibleness andanalysiscosts-benefit of betterment program
After developed betterment program, Team members need to discourse and analysis whether this program is deserving implementing or non. A Force Field Analysis and Cost-benefit analysis will be conducted in this subdivision. They have to seek to eliminated reinforce of the betterment undertaking and beef up the impulsive force.
4 ) Better
The end of the improve stage of the operation direction betterment model is to implement the betterments, step the impact of the betterments and record practises and train employees on the improved practise.
- Implement betterment program
Then a fabrication procedure betterment program will be implemented. First, they need to make an execution program for each betterment and detailed the costs and benefits of each betterment activity. This betterment undertaking should be included redesign appropriate procedures and optimize the procedures flow.
A hebdomadal position studies which include the complete assignments and current position during that clip and assessed accomplishment day of the month is a portion of the undertaking. Unresolved jobs should be documented every bit good.
- Evaluate impact of the betterments
After the chief betterment undertaking is applied, Process analyst and Manufacturing Stuff need to measure the impact of the betterment for each procedure. Takt Time, SPC and other Thin tools can be used to measure the betterment procedure. A signifier to show the estimated initial processing clip, estimated optimised processing clip and proportion lessening of treating times could be used in this subdivision.
- Documenting processs
Process analyst demand to utilize computing machine to document the optimised and standardized procedure, which included elaborate procedure stairss and the procedure informations. The optimised procedure should be displayed to the employees in their workshop, so the employees would non confound about the procedure they involve.
5 ) Control
The aim of the control stage of the operation direction betterment model is to implement public presentation rating and other methods to command and continuously better the procedures.
- Design and implement procedure public presentation steps
Quality facilitator will urge some procedure public presentation steps to assist mensurate the productiveness and quality of the fabrication processes. Some TQM and Lean tools will be introduced in this subdivision, such as Pareto Chart, SPC and Affinity Diagram.
- Implement auninterrupted procedure betterment procedure to go on betterment
A PCDA theoretical account will be recommended to the squad to better continually.
- Observe the successes, wages andplacethe undertaking squad members
The last and important measure of the control stage is to take the clip to observe the betterment attempt. They can put up a wages to undertaking and publish a certification to the member or merely something every bit simple as traveling out to lunch to observe. The purpose of celebrating is animating the enthusiasm of the employees, but besides to make an ambiance, which makes the employees have more active spirit.
5.4.3 Defective Prevention Approach
The following measure to better JG’s operation is forestalling and extinguishing the defectives of production. FMEA Risk Management is recommended to JG to understate the opportunity of merchandise 's defectives. Cross-function squads will be needed to put to death the attack. The followers is a brief description of the attack.
1 ) Form a cross map squad
The cross map squad includes four members. Team member is selected based on their cognition and work experience. Writers recommend one involves in the production line every twenty-four hours. One is from IPQC, and the other two could be from the Engineering and Sale Department. All of the squads are charged by the production VC. A quality expert who helps JG with DMAIC processes bettering undertaking will back up this undertaking every bit good. The expert will present some tools to the squad, such as Brainstorm, Fishbone map.
2 ) Set the undertaking and FMEA preparation
The squad will be introduced the aims of the attack. Task will be identified clearly. Then quality expert will take the squad through a short preparation of FMEA after constructing the cross-function squad. Map the procedure and do an stock list of all relevant procedure stairss.
3 ) Maping the Procedure
In the DMAIC processes betterment undertaking, all the procedures in fabrication have been identified already. So the Team members merely need to choose the critical procedures that they think will bring forth defectives.
4 ) Identify the failures
Team member could utilize the insight to place the where faulty merchandises occurred and expected occurred in the daily procedures. Then they need to associate the faulty merchandises with exists procedure activities. These defectives are caused by the failures. Brainstorm could besides be conducted to find the possible failure manners for each procedure measure. Then Anticipate possible failures in the procedure in relation to the remainder of the procedure stairss.
5 ) Analysis the hazard
Indicate the cause of each failure manner is and the effects of the failure manners of the procedure. A Fishbone Map will be conducted here to happen out the root causes of the failures.
- Judge the hazards
Calculate the failing in the procedure by measuring the chance of happening ( P ) and the badness of the failure ( S ) for the failure manners. ( Rampersad and El-Homsi, 2007 ) The hazard factor is the generation of these two factors.
R=P ? S
The opportunity of detecting the mistake on clip is expressed in the factor S. If the faulty merchandise is difficult to detect, its S factor will be high. Some faulty merchandises have occurred before. Team can utilize Pareto Chart and SPC analysis these defectives and so assist them mensurate the chance of happening and badness of the failure.
7 ) Pickings Measure
Determine for each failure mode the actions necessary to better the weak points in the procedure. The failures with the highest Roentgen factors have the highest precedence ( for illustration R & A ; gt ; 20 ) . Delegate a responsible individual of each issue to work out the bad possible failure. Table 12 is the hiting standards of P and S. Team members will make up one's mind whether to take action harmonizing to the hazard factor or do a precedence for each betterment program harmonizing to the hazard factor. For illustration, they can make up one's mind non to take action when the hazard factor was less than 10.
8 ) Find out the solution
Team members need to happen out the solution to forestall each defective. It includes placing the responsible job convergent thinker to work out each job. Finally, a signifier of FMEA will be finished ( See Table 13 ) . Harmonizing to the R factors, a program will be made to forestall the possible failure. This program will be describe the program to Production VC.
|
Factor P ( Probability of Occurrence ) |
Factor S ( Severity of the Failure ) |
|
0 = Impossible/ barely of all time |
0 = Not a job |
|
1 =Very depression |
1 =Very low/hardly a job |
|
2 =Low |
2 =Low/to be solved easy |
|
3 =Not as low |
3 =Less serious |
|
4 =Less than norm |
4 =Less than norm |
|
5 =Average |
5 =Average |
|
6 =Above norm |
6 =Above norm |
|
7 =Rather high |
7 =Rather high |
|
8 =High |
8 =High |
|
9 =Very high |
9 =Very high |
|
10 =Certain |
10 =Catastrophic/Dangerous to people |
Table12 Factor of P and S ( Source: Rampersad and El-Homsi, 2007, pp 381 )
10 ) Implement program
Harmonizing to the program, the actions will be implemented to forestall the possible jobs. Operators of each production line need to cognize all of the possible hazards and possible failure of the procedure, which they are affecting. The squad will hold a meeting with the production line leader. Failures will be introduced to the production lines. Besides, the FMEA signifier will be placed in the workshops.
11 ) Result Review
Give the feedback to the squad about the position of execution. A Defectives information aggregation and Defective merchandises analysis will be done by the DAS and FA after the chief betterment undertaking is applied and represent to the squad. The concluding FMEA signifier will be documented by the Quality Department.
Cite this Page
Review of a Quality Department. (2018, Jul 20). Retrieved from https://phdessay.com/review-of-a-quality-department/
Run a free check or have your essay done for you
